Toggle navigation
台车炉|箱式炉|热处理炉|退火炉|江苏邦泰炉业有限公司
邦泰首页
关于邦泰
产品展示
资质荣誉
工程应用
新闻中心
联系邦泰
当前位置:
首页
>
热门热处理工艺
>
控制系统
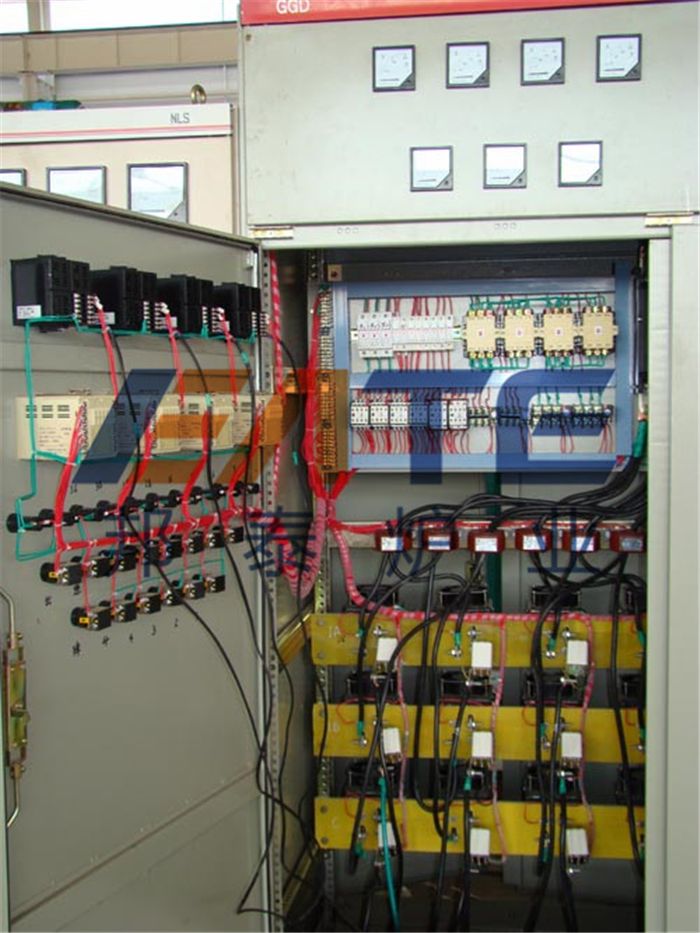
普通3区控制
详细介绍
普通3区控制
上一篇:
群体控制
下一篇:
欧陆仪表控制系统
产品中心
热门炉型
台车炉
井式炉
箱式炉
罩式炉
热门热处理工艺
退火炉
回火炉
淬火炉
氮化炉
熔化炉
铝合金热处理炉
多晶硅烧结炉
燃气加热炉
渗碳炉
燃油炉
天然气炉
锻造炉
液化气模壳焙烧炉
控制系统
电炉配件
×
在线咨询
24小时服务热线
13775500099
0511-86228320
微信公众号
关于邦泰
产品展示
新闻中心
 微信公众号
微信公众号